

产品中心
Products





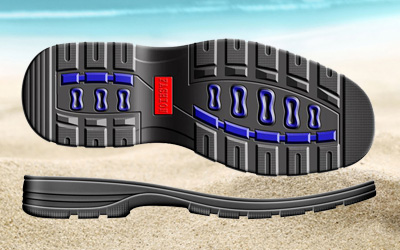
应用行业
Product application





乐川国际贸易有限公司
Le Chuan International Trading Co., Ltd.
主要从事化工原料在国内市场的销售以及提供相关技术咨询服务。
乐川国际贸易公司在橡胶原材料,合成橡胶、橡塑弹性体、橡塑助剂等产品的进出口贸易方面具有长期的市场积淀,并在不断扩充新产品,以保证为客户提供多元化可持续的长期高效的服务。
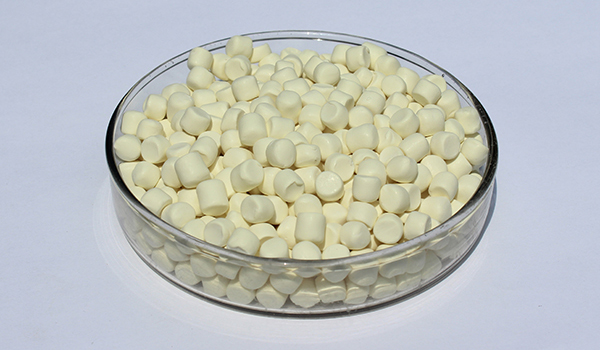
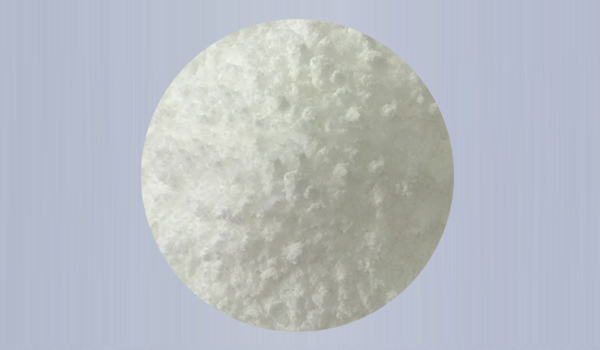
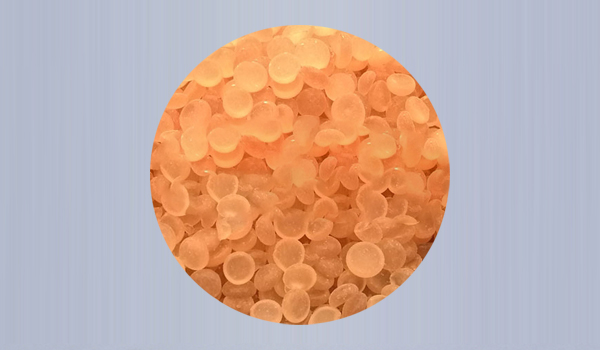
公司主要产品为广泛应用于橡胶、轮胎、胶管、胶辊、胶带、橡胶鞋底等行业的橡胶原材料、防焦剂、防老剂、硫化剂、促进剂、活性剂、加工助剂、增塑剂、预分散体化学品、热固性树脂等。
查看详情




